Narrenglocken aus Rottweil, Narri-Narro zeigt, wie’s geht
Uli Hezinger
Das Herstellen der Glocken (die streng genommen eigentlich Rollen sind) hat in Rottweil eine alte Tradition. In Rottweil gab es früher viele Sichelschmieden in der Au, einem vorgelagerten Ortsteil. Die Schmiede arbeiteten mit offenem Feuer und durften ihr Handwerk nicht in der Stadt ausüben. Die Herstellung hat sich im Laufe der Zeit grundlegend verändert. Diese Beschreibung stellt die Fertigung in früheren Zeiten und heute dar.
Ursprüngliche Herstellung:
Früher wurden die Glocken aus vorhandenen Materialien hergestellt, wie zum Beispiel aus Sensenstahl oder aus alten Kartuschen (Hülsen von Geschützen). Die Riemen waren wie heute aus gegerbtem Leder.
Für die Herstellung wurden einfache Werkzeuge verwendet, die bei jedem Flaschner in der Werkstatt vorhanden waren. Mit einem Zirkel wurde ein Kreis in das Blech geritzt und mit einer Blechschere ausgeschnitten. Zum Treiben der Halbkugeln verwendete man zuerst einen Holzklotz, in dem ein Loch war, später ein Rohr oder einen Flansch aus Metall, dann ein Gesenk (das ist ein Metallteil, in das eine Innenhalbkugel eingearbeitet ist). Das zugeschnittene Blech wurde mit einem Polierhammer (Fläche leicht rund) in das Loch getrieben, das heißt durch viele hundert Schläge in die Form einer Halbkugel gebracht. Durch das Treiben wird das Material verdichtet und hart. Um zu verhindern, dass es bricht, wurde es drei- bis viermal in der Esse und später mit einem Lötbrenner ausgeglüht und wieder weich gemacht. Die Oberfläche außen war fast glatt, sie hatte nur leichte Unebenheiten durch das Treiben von innen. Anschließend wurde in die größere Halbkugel eine Aussparung gemacht, um den Halter zu befestigen.
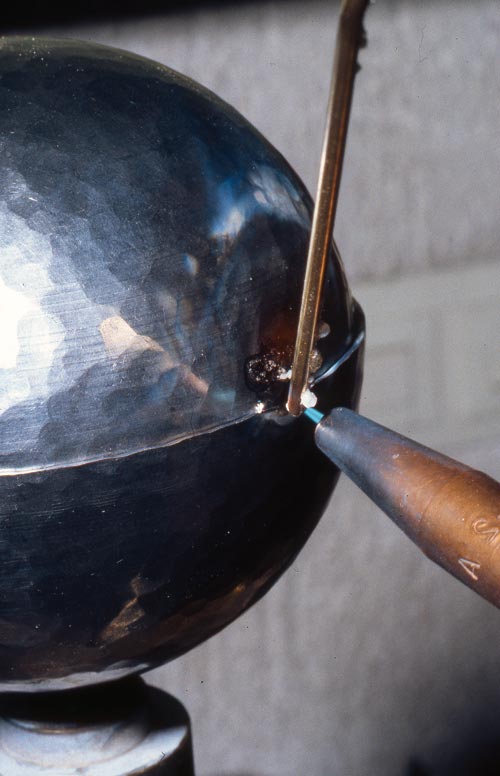
Waren beide Halbkugeln fertig und passten zusammen – eine musste etwas kleiner sein, dass sie ineinander passten – musste der Halter und „der Bimmel“ gefertigt werden. Der Halter war ein Stück Flacheisen, das auf einer Seite schmäler gemacht wurde, so dass es in die Aussparung der Halbkugel passte. Weiter wurde ein Loch in die breite Seite gebohrt, um die Glocke am Riemen befestigen zu können. Der Bimmel wurde aus einem Stück Eisen oder einer Kugel geformt. Das Material wurde in der Esse oder mit dem Brenner erwärmt und auf dem Ambos mit dem Hammer bearbeitet, bis es eine Kugel mit vielen kleinen Flächen war. Der Ton der Glocke kommt durch das Anschlagen der Kanten des Bimmels in der Glocke zustande, wenn sich der Träger bewegt. Dann konnte der Halter an der größeren Halbschale befestigt werden, er wurde erwärmt, durch die Aussparung gesteckt und vernietet. Die Einzelteile waren alle vorbereitet, die Glocke konnte fertiggestellt werden. Der Bimmel wurde in eine Halbschale gelegt, dann wurden die Halbschalen zusammengesteckt. Der Schlitz durfte nicht zu groß sein, damit Messinglot nicht in das Innere der Glocke lief. Die zwei Halbschalen konnten miteinander verbunden werden. Die erste Methode war: Die Glocke wurde in die Esse gelegt, bis sie die richtige rote Färbung hatte, dann wurde Messinglot an die Glocke geworfen, bis die Naht voll war. Daher sehen manche alte Glocken vermessingt aus. Später wurden die Glocken mit einem Brenner hartgelötet.
Zum Schluss wurde gegenüber dem Halter ein Schlitz gesägt und zum Teil am Ende des Schlitzes je eine Bohrung angebracht, sodass der Schall austreten konnte. Der Klang der Glocke hängt von der Größe, dem Material der Glocke und des Bimmels, von der Art des Verbindens der Halbschalen und vom Schlitz ab. Für das Herstellen einer Glocke war ein Zeitaufwand von etwa zwei Stunden nötig.
 |
|
|
|
 |
|
| Fotos: Wulf Wager |
|
Herstellung heute:
Das Material heute ist meist Tiefziehblech mit einer Dicke von 0,9 bis 1,2 Millimeter. Der Bimmel ist aus Stahl, zum Beispiel aus Kugellager-Kugeln. Das Blech wird mit einer Presse gestanzt. Die runden Scheiben werden auf einer Drückbank zu einer Halbkugel geformt. Die Drückbank ist ähnlich einer Drehbank. Das Material wird mit einer Spitze zentrisch gegen das Drückfutter gespannt. Das Drückfutter ist ein Metallteil, das die Form der Halbkugel hat. Unter großem Druck wird das Material mit einem Drückstahl um das Drückfutter gedrückt. Diese Arbeit ist körperlich sehr anstrengend, der Drücker schnallt sich mit einem Ledergurt an die Maschine. Ist die Form in Ordnung, wird mit einem Drehstahl die Halbkugel auf die richtige Größe abgestochen. Um der Glocke einen guten Klang zu geben, muss das Material verdichtet werden, dies wird erreicht, indem die Halbkugel auf eine Kugel gelegt und mit einem Polierhammer (leicht rund) bearbeitet wird. Der Aufhänger ist heute ein Drehteil, das auf der einen Seite mit einem Gewinde (zur Befestigung der Glocke) und auf der anderen mit zwei Abflachungen (gefräst) und einer Bohrung zur Befestigung am Riemen versehen wird.
Der Bimmel wird aus einem Stück Eisen oder einer Kugel geformt. Das Material wird erwärmt und auf dem Amboss mit dem Hammer bearbeitet, bis es eine Kugel mit vielen Flächen gibt, oder geschliffen, bis die gleiche Form entsteht. Jetzt muss das Loch für den Halter gebohrt werden. Der Halter wird in die Halbschale gesteckt und mit einer Mutter verschraubt. Zur Sicherung wird das Gewinde mit einem Körner vernietet. Der Bimmel kann jetzt in die Glocke eingelegt werden und die zwei Halbkugeln miteinander verbunden werden. Es gibt heute verschiedene Methoden, die Halbschalen zu verbinden. Die ältere ist das Hartlöten, dort sollte eine Halbschale etwas größer sein, damit die Schalen ineinander passen. Mit einem Brenner werden die Teile erwärmt und mit Messinglot verlötet. Es sollte darauf geachtet werden, dass nur so viel Lot verwendet wird, dass der Spalt geschlossen ist und nicht die ganze Glocke voller Lot ist. Seit etwa 1900 werden Glocken auch geschweißt. Die Halbschalen werden stumpf aufeinander gesetzt und verschweißt. Vor dem Brünieren muss der Zunder entfernt werden. Zum Brünieren wird die Glocke erwärmt und in einem Ölbad abgeschreckt. Wie bei der Herstellung früher werden die Löcher und der Schlitz in die Glocke gemacht. Damit die Glocke nicht schwarz bleibt, wird sie mit Schleifpapier abgeschliffen. Dadurch wird die Oberfläche blank, die durch die Hammerschläge entstandenen Vertiefungen bleiben dunkel. Ist eine Glocke gut gearbeitet, sind die Vertiefungen sehr flach und nur leicht dunkel. Zum Schluss müssen die Bohrungen und der Schlitz innen noch entgratet und die Glocke muss gestrichen werden. Der Zeitaufwand für die Herstellung ist etwa eine Stunde. Der Klang der Glocke hängt heute wie früher von den gleichen Faktoren ab.
Herstellung der Riemen:
Das gegerbte Leder wird in etwa sechs Zentimeter breite Streifen geschnitten. Die Länge der Riemen hängt vom Träger und der Anzahl der Glocken ab. An der einen Seite wird der Riemen etwas schmäler geschnitten und mit Löchern, die zum Einstellen der Länge benötigt werden, versehen. Auf der anderen Seite wird eine Schnalle angebracht. Zur Befestigung der Glocken werden Löcher im richtigen Abstand und der richtigen Position in das Leder gestanzt. Der Halter der Glocke wird durch den Riemen gesteckt. Die Glocken werden so angebracht, dass die Schnalle am oberen Teil der Brust ist und die größte Glocke unten am Riemen hängt. Durch die Löcher der Riemen werden die Halter zur Befestigung der Glocke gesteckt. Heute wird ein Splint, früher ein Stück Draht durch das Loch des Halters gesteckt und verbogen. Auf der Innenseite aufgenähtes Leder und roter Filz polstern den Riemen. Früher wurden die Löcher von Hand vorgestochen und vernäht. Heute werden die Riemen mit einer Maschine vernäht. Der überstehende Filz wird mit einer Zackenschere oder besser mit einem Zackeneisen zur Zierde bearbeitet. Mit der Zackenschere werden einfache Zacken angebracht, mit dem Zackeneisen kleine Rundungen mit Zacken, die aussehen wie kleine Blätter. Ein Satz Glocken besteht normalerweise aus sechs Riemen mit einem Gewicht von 10 bis 13 Kilogramm.
Bei der Herstellung sollten einige Dinge beachtet werden. Die Schläge beim Verdichten des Materials sollten so gemacht werden, dass nicht ein Schlag neben dem anderen sitzt und keine Mulden in das Material gemacht werden. Der Bimmel sollte so viele Flächen wie möglich haben. Beim Abschleifen muss darauf geachtet werden, dass das meiste des Brünierens wieder abgeschliffen wird und die Glocke keine schwarzen Flecken hat. Ist die Glocke geschliffen, sollte sie nicht mehr mit der bloßen Hand berührt werden, um das Rosten zu vermeiden. Der Lack sollte auch auf den Kanten der Bohrungen und dem Schlitz angebracht werden, sodass sich auch bei Regen dort kein Rost bildet. Für die Riemen sollte kein zu helles Leder verwendet werden.